2026年3月,德国西门子安贝格电子制造工厂(AME)宣布完成全球首条基于量子扩散模型的数字孪生生产线改造,这条生产汽车电子控制单元(ECU)的产线,通过将量子物理中的扩散机制与数字孪生技术深度融合,实现了设备故障预测准确率从78%提升至96%,生产周期缩短22%的突破性成果,这一事件不仅引发了全球工业界的关注,更让“量子扩散模型”这一原本属于理论物理的概念,首次在工业场景中展现出颠覆性潜力。
从“数字镜像”到“量子动态模拟”:安贝格工厂的转型逻辑
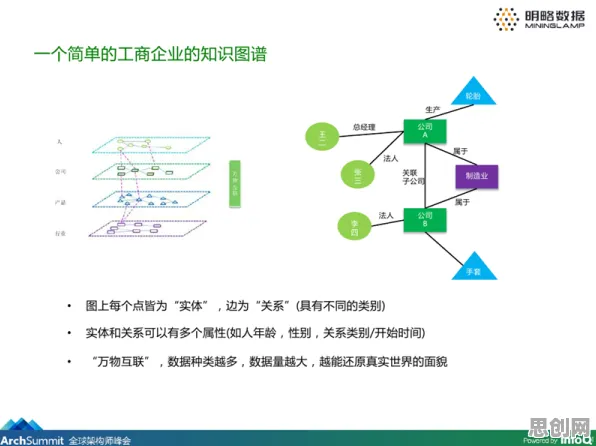
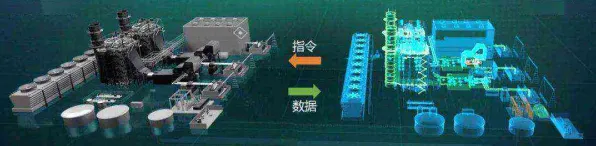
安贝格工厂是西门子全球最先进的数字化生产基地之一,其数字孪生系统自2015年投入使用以来,已实现从产品设计到生产的全流程数字化映射,但传统数字孪生存在一个核心痛点:它本质上是静态的“数字镜像”,只能基于历史数据和预设规则进行模拟,对复杂系统中的动态不确定性(如设备磨损的随机性、环境温湿度的微小波动)缺乏精准捕捉能力。
“就像用一张静态照片去预测一个人的未来健康状态,传统数字孪生只能看到‘过去’和‘,却无法模拟‘中无数可能的变量组合。”西门子数字工业集团首席技术官汉斯·穆勒在2026年汉诺威工业展上如此比喻。
2024年,西门子与德国马克斯·普朗克量子光学研究所合作,将量子扩散模型引入数字孪生系统,量子扩散模型源于量子力学中对粒子随机运动轨迹的描述,其核心是通过概率分布函数模拟微观粒子在空间中的扩散过程,在工业场景中,这一模型被改造为“设备状态扩散模型”——将设备的每个零部件视为“量子粒子”,其磨损、振动、温度等参数的变化视为“扩散过程”,通过实时采集的传感器数据(每秒10万组以上),构建设备状态的概率云图,从而预测未来可能出现的故障模式。
以安贝格工厂的SMT贴片机为例,传统数字孪生只能监测到“吸嘴磨损度达到80%时需要更换”这一确定性规则,但量子扩散模型能捕捉到更复杂的动态:当环境湿度从45%升至50%时,吸嘴磨损速度会因静电效应加快15%;当贴片机连续运行超过12小时后,机械臂的振动频率会因热膨胀出现0.02mm的偏移,这些微小变化在传统模型中会被忽略,但在量子扩散模型中会被量化为“状态扩散概率”,最终通过机器学习算法生成动态维护策略。 2026年关注慈善捐赠与储能技术发展动态,技术创新推动产业升级

波音787机翼装配线的“量子实验”:从理论到落地的关键突破
如果说安贝格工厂是量子扩散模型的“实验室验证”,那么波音公司在2026年1月公布的787机翼装配线改造案例,则证明了这一技术在复杂制造场景中的普适性。
绿色营销链与体育教育领域迎来新发展,相关应用不断深化 波音787的机翼由碳纤维复合材料制成,其装配过程涉及3000多个紧固件的精准定位,传统方法依赖人工测量和经验调整,误差率高达3%,2025年,波音与美国国家航空航天局(NASA)合作,在华盛顿州埃弗雷特工厂的机翼装配线上部署了基于量子扩散模型的数字孪生系统。
“机翼装配的难点在于‘不确定性叠加’——碳纤维材料的弹性模量会随温度变化,紧固件的扭矩会因润滑剂挥发而衰减,甚至工人的操作力度都会影响最终精度。”波音787项目首席工程师艾米丽·陈在2026年巴黎航展上介绍,“传统数字孪生只能分别模拟这些变量,但量子扩散模型能将它们视为一个‘状态扩散系统’,通过概率耦合计算预测最终装配误差。”
具体而言,系统将机翼装配过程分解为2000多个“量子状态节点”(如每个紧固件的位置、扭矩、温度),每个节点的状态变化被建模为量子扩散过程,并通过实时传感器数据(包括激光跟踪仪、扭矩传感器、温度探头)进行动态修正,当系统检测到某个紧固件的扭矩衰减速度比预期快10%时,会立即调整相邻紧固件的预紧力,通过“状态扩散的相互抵消”确保整体装配精度。

2026年3月的实测数据显示,改造后的机翼装配线误差率从3%降至0.3%,单架机翼的装配时间从48小时缩短至32小时,更关键的是,系统能提前12小时预测90%以上的潜在装配问题,使生产线停机时间减少了65%。
量子扩散模型的“工业基因”:从微观到宏观的机制解析
本月电力交易与体育赛事及情绪管理领域迎来新发展,相关应用不断深化 量子扩散模型在工业场景中的成功,并非简单的“物理概念移植”,而是通过三大核心机制实现了从微观量子行为到宏观制造系统的映射:
状态空间的概率化重构
传统数字孪生将设备状态视为确定值(如“温度=50℃”),而量子扩散模型将其重构为概率分布(如“温度在48-52℃之间的概率为95%”),这种重构源于量子力学中的“波函数”概念——设备的每个状态参数(温度、振动、磨损)都被视为一个“概率波”,其实际值是波函数坍缩的结果,在工业场景中,系统通过实时传感器数据不断“观测”这些波函数,使其坍缩为具体值,同时根据历史数据更新波函数的形状(即概率分布),从而实现对动态不确定性的精准捕捉。
以安贝格工厂的注塑机为例,传统模型只能监测“熔体温度=220℃”,但量子扩散模型会同时跟踪“温度在218-222℃之间的概率为80%,215-225℃之间的概率为95%”,当系统检测到温度分布向高端偏移(如222℃的概率从30%升至60%)时,会提前调整冷却水流量,防止温度超限导致产品缺陷。

扩散路径的耦合计算
在复杂制造系统中,设备状态的变化往往不是孤立的,而是相互耦合的,量子扩散模型通过“扩散路径耦合算法”解决了这一问题——将多个设备状态参数的扩散过程视为一个“联合概率场”,通过计算它们之间的相互作用力(类似于量子力学中的“势场”),预测系统整体的演化趋势。
波音787机翼装配线的案例中,系统需要同时计算3000多个紧固件的状态扩散路径,传统方法需要分别计算每个紧固件的路径,再通过经验规则进行修正,误差较大;而量子扩散模型通过构建“紧固件状态联合概率场”,直接计算所有紧固件状态的相互影响,当某个紧固件的扭矩衰减导致相邻紧固件受力增加时,系统会立即调整后者的预紧力,通过“状态扩散的动态平衡”确保整体装配精度。
动态边界条件的实时修正
工业场景中的边界条件(如环境温度、湿度、供电电压)是动态变化的,传统数字孪生通常采用固定边界条件进行模拟,导致预测结果与实际偏差较大,量子扩散模型通过“边界条件扩散模型”解决了这一问题——将边界条件视为“外部扩散源”,其变化会通过“概率场耦合”影响设备状态。
安贝格工厂的SMT贴片机案例中,系统将车间温湿度视为外部扩散源,其变化会通过“空气扩散概率场”影响贴片机的静电环境,进而影响吸嘴的磨损速度,当湿度从45%升至50%时,系统会检测到“静电效应增强概率”从20%升至60%,从而调整吸嘴的更换周期(从每8小时更换一次缩短至每6小时更换一次)。
挑战与未来:从“单点突破”到“系统革命”
尽管量子扩散模型在2026年的工业应用中已展现出巨大潜力,但其大规模推广仍面临三大挑战:
计算资源的“量子级”需求
量子扩散模型的实时计算需要处理每秒数百万组传感器数据,并构建高维概率场,对计算资源的要求远超传统数字孪生,安贝格工厂的改造中,西门子采用了“边缘计算+量子计算模拟器”的混合架构——在设备端部署边缘计算节点进行初步数据处理,在云端使用量子计算模拟器(基于经典计算机的量子算法加速)进行复杂概率计算,但即便如此,单条产线的改造成本仍高达500万欧元,中小企业难以承受。
数据质量的“量子级”要求
量子扩散模型的精度高度依赖传感器数据的完整性和实时性,波音787机翼装配线的案例中,系统需要同时采集3000多个紧固件的温度、扭矩、位置等参数,任何数据缺失或延迟都会导致概率计算偏差,为此,波音采用了“自供电无线传感器