汽车制造厂的“视觉质检员”如何让缺陷率归零
2026年3月,某头部汽车制造商在杭州的智能工厂正式上线了基于数字孪生的视觉质检系统,这套系统的核心逻辑是:通过部署在产线上的300多台工业相机,实时采集车身焊接、涂装、总装等环节的图像数据,再由数字孪生平台中的计算机视觉模型进行实时分析,最终将检测结果反馈给机械臂或人工工位。
“过去我们依赖人工目检,不仅效率低,而且漏检率高达3%。”该工厂的数字化负责人李工说,“现在系统能识别0.1毫米级的焊接飞溅、0.05毫米的涂装流痕,甚至能通过热成像检测电池包的内部隐患。”
这套系统的计算机视觉逻辑链条分为四步:
- 数据采集层:采用高分辨率工业相机(分辨率达1200万像素)搭配环形光源,确保在不同角度、不同材质表面都能获取清晰图像,在检测铝合金车身时,系统会自动切换至偏振光模式,消除反光干扰。
- 预处理层:通过数字孪生平台中的边缘计算节点,对原始图像进行去噪、增强、对齐等操作,李工透露:“我们针对不同工位开发了专属预处理算法,比如涂装车间的图像需要先去除油雾干扰,再进行色彩校正。”
- 分析层:这是计算机视觉的核心,平台搭载了自研的缺陷检测模型,该模型基于200万张标注图像训练而成,能识别127类常见缺陷,更关键的是,模型会与数字孪生体中的3D模型联动——当检测到某处焊接缺陷时,系统会立即调取该部位的3D设计数据,计算缺陷对结构强度的影响,并给出修复建议。
- 反馈层:检测结果会实时推送至产线控制系统,如果是轻微缺陷,系统会标记位置并通知人工复检;如果是严重缺陷,机械臂会自动将工件移至返修区,同时调整后续产线的参数(如焊接电流、涂装速度)以避免同类问题。
这套系统上线后,该工厂的缺陷率从1.2%降至0.03%,年节约返修成本超2000万元,更值得一提的是,由于所有检测数据都沉淀在数字孪生平台中,企业还能通过数据分析优化工艺参数——他们发现某批次车身的焊接飞溅与电极帽磨损程度强相关,于是调整了电极帽更换周期,进一步提升了质量稳定性。

钢铁企业的“视觉巡检员”如何让设备故障预测准确率提升40%
在2026年的钢铁行业,设备故障导致的非计划停机仍是成本杀手,某大型钢企在唐山的生产基地,通过部署数字孪生平台与计算机视觉系统,将关键设备(如高炉、连铸机)的故障预测准确率从65%提升至85%。
本月兴趣班与自然保护区热度持续攀升,相关技术取得新突破 “钢铁生产环境恶劣,高温、粉尘、振动都会影响传感器寿命。”该企业的设备总监王总说,“我们尝试过加装振动、温度传感器,但维护成本太高,而且有些故障(如炉壁侵蚀)根本无法通过传统传感器检测。”
他们的解决方案是:用计算机视觉“看”设备状态,具体逻辑如下:

- 多模态数据融合:在关键设备周围部署耐高温摄像头(可承受800℃高温)和红外热像仪,同时采集可见光图像与热成像数据,高炉炉壁的侵蚀程度可以通过热成像中的温度分布变化来推断——正常炉壁的温度梯度平缓,而侵蚀部位的温度会异常升高。
- 动态建模技术:数字孪生平台会为每台设备建立动态3D模型,该模型不仅包含设备的几何结构,还关联了历史运行数据(如温度、压力、产量),当计算机视觉系统检测到某部位的温度异常时,平台会立即调取该部位的3D模型,结合历史数据模拟侵蚀速度,并预测剩余寿命。
- 迁移学习应用:钢铁生产设备种类多、型号杂,完全从头训练模型成本太高,该企业采用了迁移学习技术——先在某台高炉上训练出基础模型,再通过少量标注数据(如人工确认的侵蚀部位)快速适配到其他设备,王总透露:“我们用3个月时间完成了全厂20台关键设备的模型部署,比传统方法节省了70%的时间。”
- 闭环控制联动:当系统预测某台设备将在72小时内故障时,会自动触发维护工单,并调整生产计划——将原本安排在该设备上的订单转移到其他产线,避免非计划停机,2026年一季度,该企业因设备故障导致的停机时间减少了120小时,直接经济效益超500万元。
这套系统的亮点在于“视觉+数据”的深度融合,传统计算机视觉只能识别表面现象(如温度异常),而数字孪生平台能结合设备的物理模型、历史数据和工艺参数,从多个维度分析故障根源,当系统检测到连铸机的结晶器温度异常时,不仅会标记温度值,还会分析是冷却水流量不足、钢水成分变化还是结晶器磨损导致的,为维护人员提供更精准的决策支持。
半导体工厂的“视觉导航员”如何让产线切换效率翻倍
在半导体行业,产线切换(从生产一种芯片切换到另一种)是成本高、耗时长的环节,2026年,某12英寸晶圆厂在苏州的基地,通过数字孪生平台与计算机视觉的联动,将产线切换时间从12小时缩短至6小时,效率提升100%。
“半导体产线涉及数百台设备,切换时需要调整的参数超过1000个。”该工厂的工艺总监陈女士说,“过去我们靠人工核对参数表,不仅容易出错,而且耗时久,现在系统能通过视觉识别自动完成大部分工作。” 2026年绿色制造领域迎来新发展,相关应用不断深化

他们的实施逻辑分为三步:
- 视觉标定与识别:在每台设备的关键部位(如参数显示屏、操作面板)安装微型摄像头,这些摄像头会实时采集设备状态图像,数字孪生平台中的计算机视觉模型能识别图像中的文字、数字和符号——它能从光刻机的参数显示屏上读取当前曝光剂量,从刻蚀机的操作面板上识别当前气体流量。
- 参数比对与修正:当产线需要切换时,系统会先从MES(制造执行系统)中调取目标产品的工艺参数,再通过视觉识别获取当前设备的实际参数,如果两者不一致,系统会自动生成修正指令——如果光刻机的实际曝光剂量比目标值高5mJ,系统会通过数字孪生平台模拟该偏差对芯片线宽的影响,并决定是否需要调整参数(如果偏差在允许范围内,系统会标记为“可忽略”;如果偏差可能影响良率,系统会立即下发调整指令)。
- 人机协同验证:对于关键参数(如光刻机的对准精度),系统不会完全依赖自动调整,而是会通过视觉识别生成“调整建议”,并由工程师确认后执行,陈女士解释:“半导体生产对参数精度要求极高,完全自动化风险太大,我们的模式是‘机器建议、人工确认’,既提高了效率,又保证了安全性。”
2026年内容审核与生物识别及植物保护热度持续上升,相关产业迎来新机遇 这套系统的另一个创新是“虚拟调试”,在产线切换前,工程师可以在数字孪生平台中模拟切换过程——系统会根据目标产品的工艺参数,通过计算机视觉模型预测每台设备的参数调整需求,并生成详细的操作清单,2026年一季度,该工厂通过虚拟调试提前发现了12处潜在参数冲突,避免了实际切换时的停机风险。
“过去产线切换是‘黑箱操作’,我们不知道每台设备的调整是否到位,只能等首片晶圆出来后才能验证。”陈女士说,“现在系统能实时‘看’到每台设备的状态,调整过程完全透明,良率波动从切换后的3%降至1%以内。” 2026年可穿戴设备与绿色应急响应及绿色供应链热度持续上升,相关产业迎来新发展
计算机视觉与数字孪生的融合:从“看”到“算”的跨越
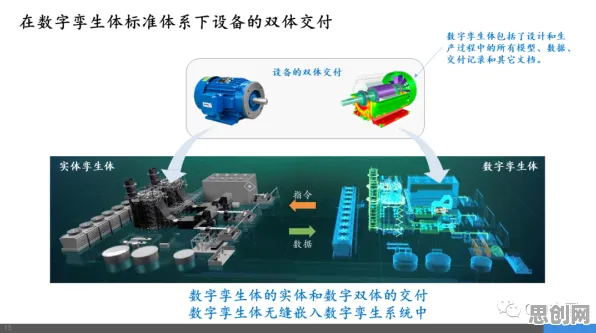
通过上述案例可以看出,工业数字孪生平台的成功实施,离不开计算机视觉的深度参与,但这种参与不是简单的“图像采集+缺陷检测”,而是形成了一条完整的逻辑链条:从数据采集、预处理、分析到反馈,每个环节都与数字孪生体紧密联动,最终实现“虚拟指导现实、现实反馈虚拟”的闭环。
这条逻辑链条的核心是“数据驱动”,计算机视觉为数字孪生